Elektromotoren Blechpaketkontrolle (hoch- und niederinduktiv)


Blechpaketkontrolle (hoch- und niederinduktiv)
Zweck
Die Blechpaketprüfung wird mit dem Ziel durchgeführt, einzelne Fehlstellen im Blechpaket zu erkennen. Dabei wird der magnetische Fluss mittels Induktionsschleifen im Blechpaket erzeugt und wir unterscheiden zwischen Hoch- und Niederinduktionsmessung.
Hochinduktionsmessung
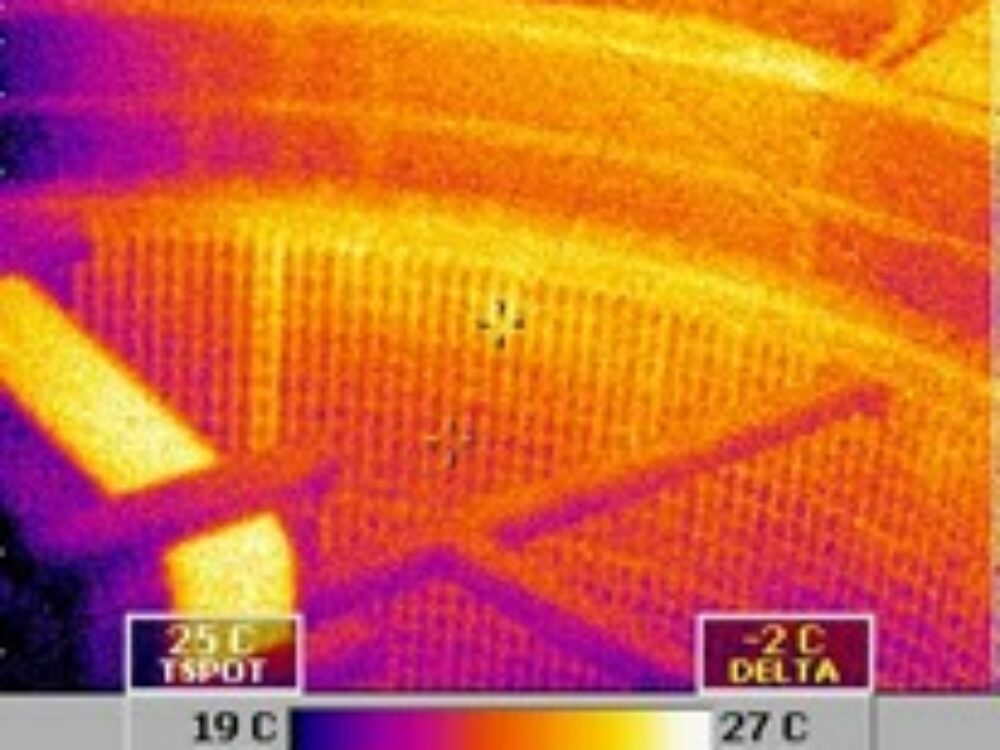
Bei der Hochinduktionsmessung wird ein höherer magnetischer Fluss erzeugt. Durch Abtasten der Blechpaketoberfläche mittels Thermokamera werden die Schwach- und Fehlstellen detektiert und gekennzeichnet und im Bericht dokumentiert. Die festgestellten Schwachstellen werden mittels Spezialverfahren repariert.
Niederinduktionsmessung
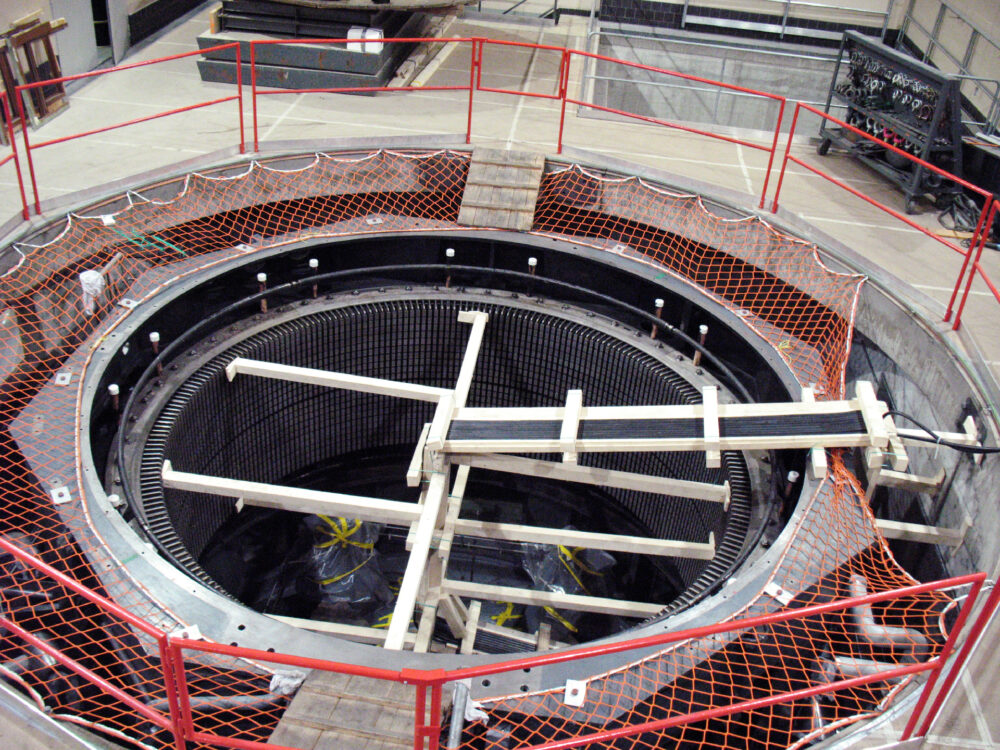
Die Niederinduktionseisenmessung ist ein Messsystem zur Erkennung und Beurteilung von Fehlerstellen wie Blechkurzschlüsse des Statorblechpakets einer rotierenden elektrischen Maschine. Zu diesem Zweck wird eine Spule zur Anregung des Statorblechpakets um den Stator gewickelt oder eingelegt (siehe Abbildung 4). Das zu untersuchende Objekt wird mit ca. 4% seiner magnetischen Nenndurchflutung erregt.
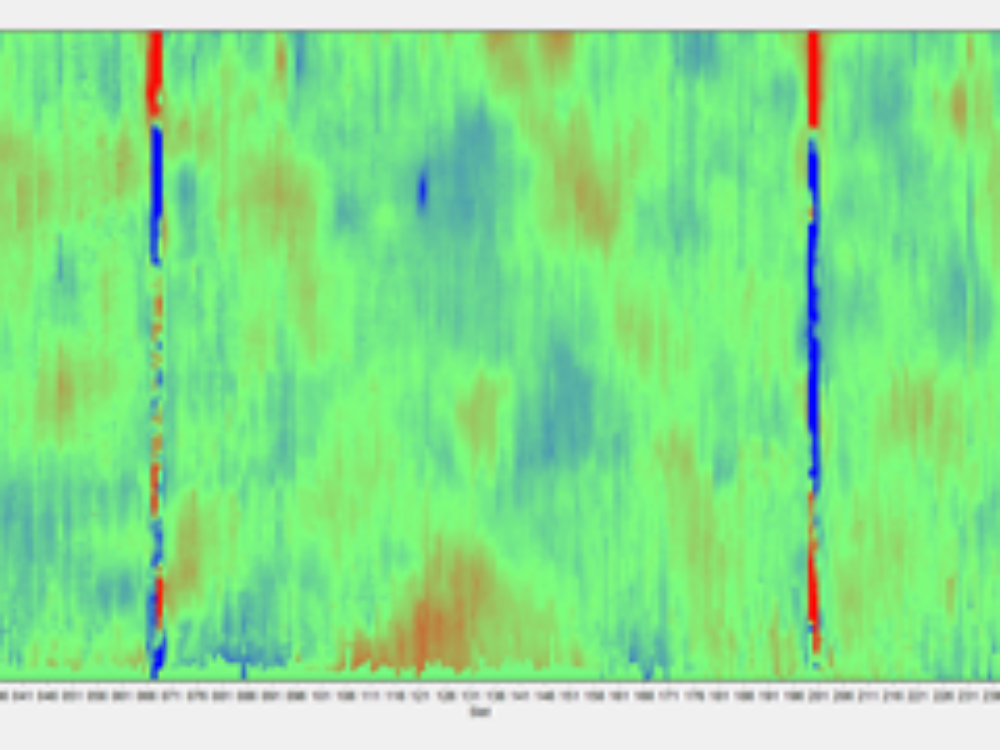
Zur Messung wird ein Messwagen mit integrierter Differentialsonde eingesetzt. Dieser Messwagen wird jeweils über die zu messende Nut gezogen und zeichnet die Differenz der beiden Streufelder im Bezug zur Position auf. Beim Auftreten einer Fehlerstelle oder eines Blechschlusses wird das Streufeld der beiden zur Nut gehörenden Nutzähne so beeinflusst, dass sich in aller Regel ein Ungleichgewicht der beiden Streufelder einstellt. Dieses Ungleichgewicht wird von der Messsonde detektiert.
Die aufgenommenen Daten werden in Form eines Diagramms mit dem Messsignal in Bezug zur Position innerhalb des Aktivteils dargestellt. Zur Beurteilung der Messdaten ist eine Analyse d.h. die Interpretation dieser aufgenommenen Kurven notwendig.