Moteurs électriques Contrôle des paquets de tôles (haute et basse induction)


Contrôle des paquets de tôles (à haute et basse induction)
Objectif
L’objectif de ce contrôle est de détecter des défauts individuels dans le paquet en question. Pour ce faire, le flux magnétique est généré dans le paquet de tôles au moyen de boucles d’induction. Nous faisons une distinction entre la mesure à induction haute et la mesure à induction basse.
Mesure à haute induction
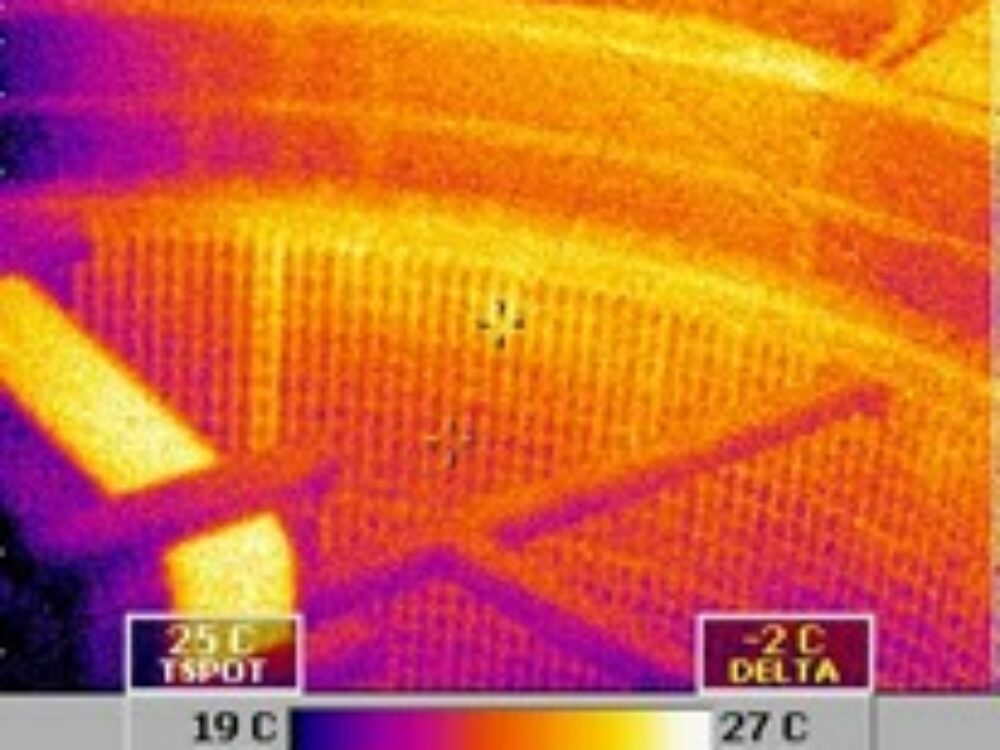
La mesure par haute induction génère un flux magnétique plus élevé. En balayant la surface du paquet de tôles à l’aide d’une caméra thermique, les points faibles et les défauts sont détectés et marqués, puis documentés dans le rapport. Les points faibles détectés sont réparés à l’aide d’un procédé spécial.
Mesure à basse induction
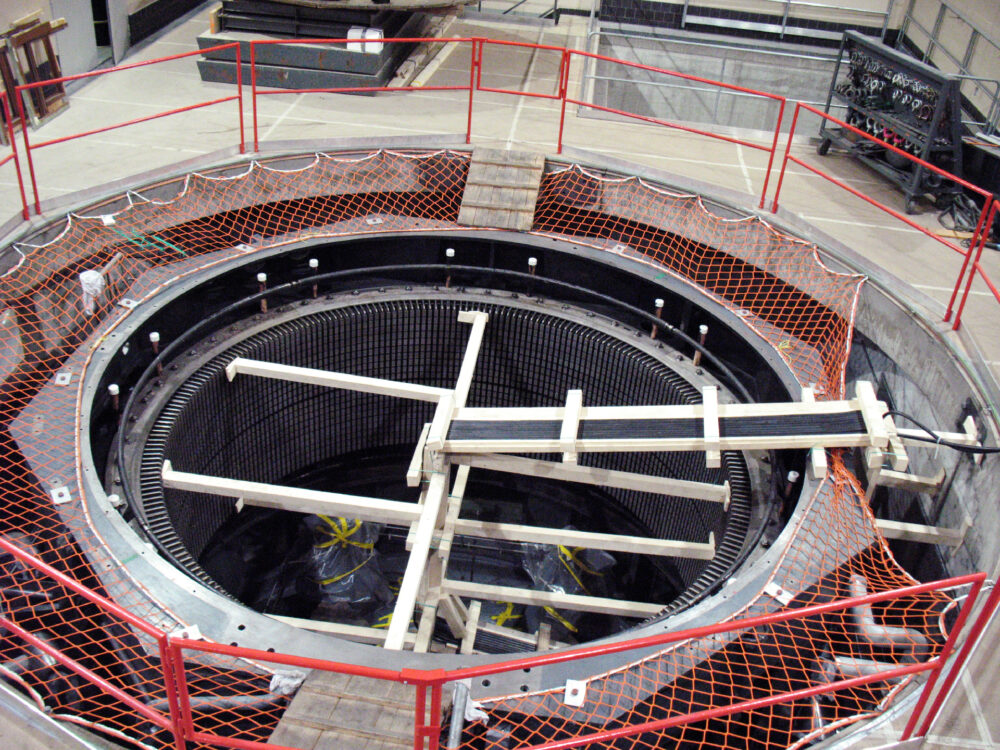
La mesure de fer à faible induction est un système de mesure permettant de détecter et d’évaluer les points de défaillance tels que les courts-circuits de la tôle du paquet de tôles du stator d’une machine électrique tournante. Pour ce faire, une bobine est enroulée ou insérée autour du stator pour exciter le paquet de tôles du stator (voir figure 4). L’objet à examiner est excité à environ 4% de son flux magnétique nominal.
Pour la mesure, on utilise un chariot de mesure avec une sonde différentielle intégrée. Ce chariot de mesure est tracté sur la rainure à mesurer et enregistre la différence des deux champs de fuite par rapport à sa position. Lors de l’apparition d’un défaut ou d’une fermeture de la tôle, le champ de fuite des deux dents utiles appartenant à la rainure est influencé de telle sorte qu’un déséquilibre des deux champs de fuite s’installe. Ce déséquilibre est détecté par la sonde de mesure.
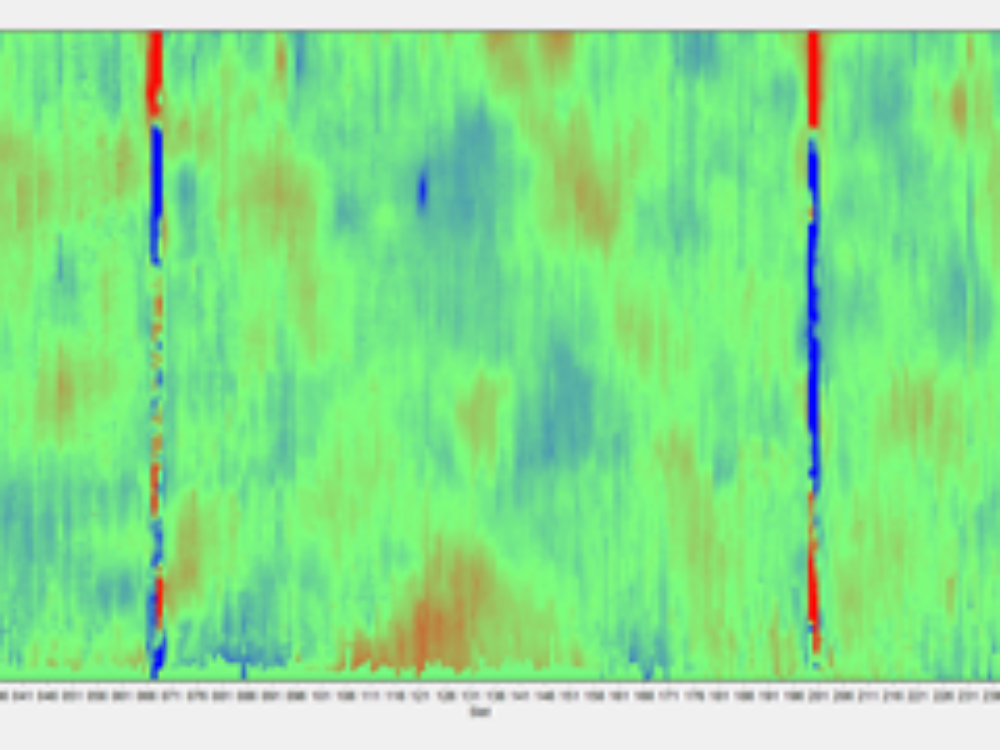
Les données enregistrées sont présentées sous la forme d’un diagramme représentant le signal de mesure par rapport à la position à l’intérieur de la partie active. Pour évaluer et interpréter les données de mesure, il est nécessaire d’analyser les courbes enregistrées.